Patience is a virtue, I'm told.
I had to find one to show you one of them.
Advantages:
1. The spun steel
sheave: It was a piece of heated steel spun at a high speed and the
edge was split and formed into the V shape shown in pic 224. The shape allowed you to properly support a 3/16" cable and sort of properly support a 5/32" or 1/8" cable. The grooves were larger on the larger sheaves. After forming, the
sheave was hardened to 53 or 56 on the Rockwell "C" scale for hardness. The same, or close to same, hardness as
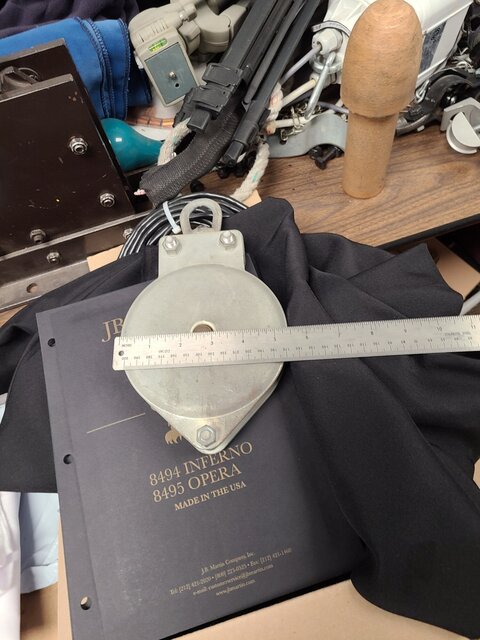
GAC. Pic 417 shows an 8"
sheave outside of the side plates. This one does not have the holders for the double bearings.
With the wide V shape and equal hardness to the cable, JHC said you could have fleet angles of up to 7 degree's (Heresy!). Even at that extreme angle, the cable and
sheave didn't wear each other. Surprisingly, they weren't noisy when used at those angles with 400 LB on them. I can attest to this having seen some of them that were in place for 2 and 3 decades with no visible wear on the
sheave or cable. Admittedly, you worked for 1 to 1.5 degrees as much as possible, but sometimes being able to go to 3 to 6 degrees could be a lifesaver, especially in rehab work.
The blocks were made at 5", 8" with a 3/16 or 1/4
groove and 12" with a 1/4 or 3/4
groove.
2. The bearings were sealed precision ball bearings. I think they were Fafner 202 bearings with a 17 MM ID that is a ubiquitous bearing and cheap. For head blocks there were larger bearings, but the loft blocks were all the same bearing. There were two bearings in the later models that had a solid shaft and a single bearing in the earlier models that had a hollow splined shaft. The single bearing model was rated for 500 LB at 8 to 1 and the double bearing model was rated for 750 LB. They spin very easily. Even loaded. The 8" and 12" sheaves had the double bearings only.
3. What you see in pic 143 is a 5" with a swivel head. Channon used a GR5 5/8 rod and two angle clips to make beam clamps up to 8 or 10" beam flanges. When we bought them in crates of 1,000 blocks, they had nothing in the top where the swivel is. You could add the swivel, or a U-clip that was 3" long and
bolt in place with 2 x 3/8 GR5 bolts and the above mentioned 5/8 rod
beam clamp for a soft underhang
block or add two
base irons for a hard mounted underhang
block or upright
block. You could also use B7 (GR5) 3/8 rod and stack 4 or 5 together and make a
mule block or
head block. The last ones I remember ordering in the early 90's were about $28/
block. We could buy mounting hardware or make it.
4. The
sheave is recessed in the side plates. It is impossible to have a cable get between the
sheave and the side plate. JHC was a pioneer in high speed hydraulic rigging, they needed the non-fouling side plates due to cable
whip at startup or stop.
5. A sort of downside of the 5"
block and 3/16
GAC which it was designed for:
JHC used the minimum D to D ratios as shown
in one of the early Macwhyte books for 7 x 19 cable which showed 20 diameters for a minimum. Recommended was 24 diameters then. The 5"
block had a
pitch diameter of 3 3/4" and the 8" was 6 1/2" for 1/4"
GAC. For some people, the 3 3/4" was WAAAAY too small. Max's response was that in most
stage rigging systems, the cycling was less than 20 times a year. I agree. Some rigging sets cycle a lot at 100 times a year. Maybe even 300 times a year for a working theater with Wicked playing for 5 years. The Macwhyte D to D ratios were recommended for industrial situations where they may cycle 10 or 20 times an hour. Or more. So the argument about D to D ratios goes out of the window for me unless there will be high cycling rates. Especially after what I learned about realistic D to D ratios with automated shows. With a cycle every 8 to 12 minutes, 14 hours a day, D to D ratios of 36 to 50 are very realistic.
With the above said, routine inspections will pickup a cable fray long before catastrophic failure happens. Of course, all rigging is inspected regularly. Right???
So, to answer your question more directly: I think nylatron is one f the best
sheave materials for many reasons. However, there is not a
block on the market that is as versatile as the Channon
block was.
T